连接工艺专栏 软连接和硬连接对拧紧过程的影响(软连接和硬连接对拧紧过程的影响)
老铁们在分析拧紧曲线和扭矩衰减时,不可避免要考虑连接副的软硬,因为软连接和硬连接不仅会影响拧紧的过程,也会影响拧紧后残余扭矩和夹紧力的衰减。
今天,螺丝君通过本篇文章,和老铁们分享下软连接和硬连接的定义、对拧紧曲线的影响、对残余扭矩的影响和如何优化连接副结构?
1、软连接和硬连接的定义
(1) ISO 5393对于软硬连接的定义
说到软硬连接的定义,首先要了解贴合扭矩,拧紧扭矩过了贴合扭矩后,扭矩会更多的转化为夹紧力。在ISO 5393中,贴合点扭矩定义为最终扭矩的10%。
- 硬连接:从贴合扭矩(即最终扭矩的10%)旋转27°以内达到目标扭矩的连接,等效于从0 Nm开始计算到达目标扭矩,总旋转角度不大于30°。
- 软连接:从贴合扭矩(即最终扭矩的10%)旋转650°以上达到目标扭矩的连接,等效于从0 Nm开始计算到达目标扭矩,总旋转角度不小于720°。
- 中性连接:从贴合扭矩(即最终扭矩的10%)旋转27°-650°达到目标扭矩的连接,等效于从0 Nm开始计算到达目标扭矩,总旋转角度在30-720°。
举个例子,某连接副拧紧工艺是200 Nm,其贴合扭矩为0.1*200=20 Nm,如果该连接副从20Nm至200Nm的拧紧角度小于27°,连接副为硬连接;拧紧角度大于650°,连接副为软连接;拧紧角度为27-650°,连接副为中性连接。
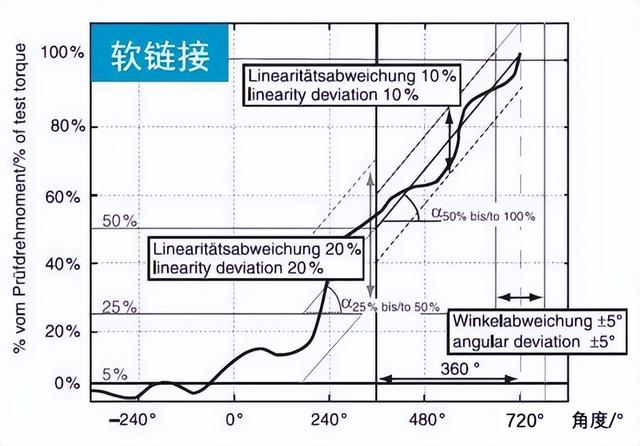
(2) VDI/VDE 2647 对软硬连接的定义
- 硬连接:从目标扭矩的50%到100%,转角变化小于30°的连接。
- 软连接:从目标扭矩的50%到100%,转角变化大于360°的连接。
- 中性连接:从目标扭矩的50%到100%,转角变化为30-360°。
- 角度的计算起点是50%的目标扭矩,等效于从0到100%的目标扭矩,硬连接的转角变化不大于60度,软连接的转角变化不小于720度。
举个例子,某连接副拧紧工艺是200 Nm,如果该连接副从100Nm至200Nm的拧紧角度小于30°,连接副为硬连接;拧紧角度大于360°,连接副为软连接;拧紧角度为30-360°,连接副为中性连接。
两种标准的区别是角度的计算起点不同,软连接的等效转角变化相同,即软连接的定义是相同的,IS05393对硬连接的转角变化定义的更小,连接更硬。
2、扭矩偏差
由于连接副软硬特性的差异,相同的拧紧工具在不同连接副上拧紧的扭矩差异为扭矩偏差(转角法拧紧)。
由于被连接件制作和匹配的差异,不同批次的零件软硬程度也不完全一样,这也是转角法拧紧最终扭矩偏差和扭矩法拧紧终紧角度偏差重要的原因之一。

如何减少扭矩偏差呢?螺丝君提供如下建议:
- 适当降低工具速度可减小均值偏差。
- 提升拧紧枪的精度可减小均值偏差。
- 使用两步拧紧替代一步拧紧,可以在降低最终拧紧速度的情况下保证效率,减小均值偏差。
- 减少第一步设定的扭矩,用较慢的速度完成最终拧紧可减小均值偏差。
- 减少零件之间的制造的差异。
3、扭矩的衰减
硬连接和软连接发生扭矩衰减的程度不同。硬连接发生扭矩衰减的主要原因是材料嵌入,软连接发生扭矩衰减的主要原因是连接件材料蠕变。
总的来说,硬连接的扭矩衰减较小,软连接的扭矩衰减较大。
按照再拧紧的方法测试残余扭矩,硬连接和软连接的再拧紧扭矩要求如下:
对硬连接:0.8*工艺扭矩≤再拧紧扭矩≤1.2*工艺扭矩
对软连接:0.5*工艺扭矩≤再拧紧扭矩≤1.2*工艺扭矩
4、动态扭矩和静态扭矩对比
动态扭矩为在拧紧过程中扭矩传感器测量到的扭矩,静态扭矩为拧紧结束后用扭矩扳手测量到的扭矩。
静态滑移点指的是螺栓从静摩擦到动摩擦转变的点,也即是通过再拧紧扭矩法测试到的残余扭矩点。
硬连接的静态扭矩一般高于动态扭矩,软连接的静态扭矩一般低于动态扭矩。


5、软连接和硬连接的应用
拧紧的目的为了连接副能产生足够的夹紧力,而软连接的夹紧力和扭矩的衰减一般都较大。因此,对重要部位的拧紧设计和制造,建议采用硬连接和中性连接。
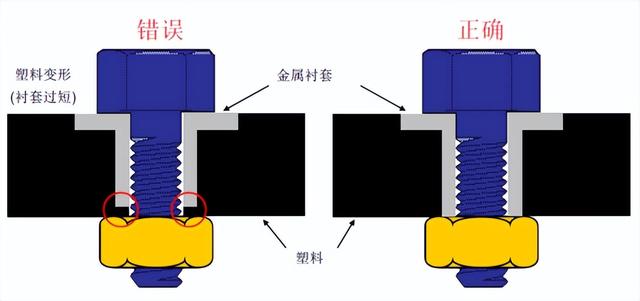
下图所示的连接,因为衬套过短,拧紧过程的转角较大,扭矩和夹紧力衰减较多,连接副为软连接。
因此,建议优化成右图所示的结构,增加金属衬套的长度,让螺栓完全拧在金属衬套上,连接副为硬连接或中性连接,扭矩和夹紧力衰减较小。
下图所示的焊接结构,因为焊接后存在间隙,导致连接副为软连接。因此建议优化连接结构的焊接,减少焊接间隙,使连接结构为硬连接和中性连接,相比于优化前,连接结构的扭矩和夹紧力衰减较小。

6、螺丝君总结
- 螺纹连接件根据扭矩率(扭矩增量/转角增量)的不同被定义为硬连接和软连接。ISO 5393和VDI/VDE 2647中角度测量的起点不同,其定义稍有不同。
- 同一把工具在软硬连接上的扭矩偏差称为均值偏差,均值偏差可以通过提高工具精度和降低工具转速改善,速度可以调节和精度更高的工具更适合连接件扭矩率差异大的场合。
- 重要拧紧部位,在设计和生产制造时,应采用硬连接和中性连接,减少连接副的扭矩和夹紧力衰减。
今天的话题,就分享到这里,您有任何疑问或建议,或需要源文件,或需要了解更多详情,请关注螺丝君GAF螺丝君(GAF-luosijun)
,免责声明:本文仅代表文章作者的个人观点,与本站无关。其原创性、真实性以及文中陈述文字和内容未经本站证实,对本文以及其中全部或者部分内容文字的真实性、完整性和原创性本站不作任何保证或承诺,请读者仅作参考,并自行核实相关内容。
 粤公网安备44030002001214号
粤公网安备44030002001214号